大鋼胚連鑄機降低Ar用量
2682
製程
鋼胚
泵浦
107年度
案例編號:107-A02-104-PE02 | 行業別:基本金屬製造業 | 技術別:製程設備(PE)
444,897
(Nm3/年)
0
(公秉油當量/年)
322
(公噸/年)
1,401 仟元/年
673 仟元/年
0.5 年
案例說明
大鋼胚第一、二號連鑄機澆鑄過程之氣密改善措施: Pressure Box Ar流量調降為小流量(300-500 l/min)、大流量(600-800 l/min) 縮小L/D與T/D Pressure Box間隙≦30mm,有助於提升氣密效果,達成降低Ar使用量與節省能源目標。
設計理念或改善流程
改善前:
鋼品品質因L/D與T/D Pressure Box之間氣密不良,導致外界空氣被吸入而使鋼品復氮,原先Ar流量設定為小流量(600-800 l/min)、大流量(2000-2200 l/min),惟經研究顯示L/D與T/D Pressure Box間隙≧30mm Ar大流量,對於提升氣密效果已不明顯。

改善前模式:全程Ar大流量
改善後:
對於L/D與T/D Pressure Box間隙≦30mm時,採用Ar小流量,流量值由原先600-800 l/min調降為300-500 l/min,當L/D與T/D Pressure Box間隙≧30mm時,採用Ar大流量,流量值由原先2000-2200 l/min調降為600-800 l/min。最適化調整Ar流量,提升氣密效果,達成降低Ar用量與節省能源目標。
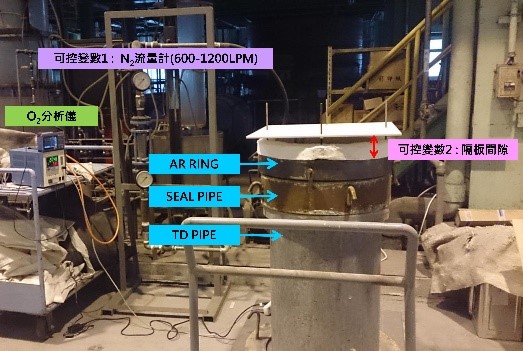
模擬B1+2 Pressure Box通氣實驗架構

模擬結果驗證隔板間隙與流量對O2之影響
效益計算說明:
- 節省能源:
- 改善前Ar小流量比例70%、大流量比例30%,每爐澆鑄時間71min。
- 每爐澆鑄Ar用量為79.52Nm3/爐(700 l/min×0.7+2100 l/min×0.3)/1000 l/m3×71min)。
- 改善後全程Ar小流量28.4Nm3/爐(400 l/min/1000 l/m3×71min)。
- Ar降低51.12Nm3/爐(理論計算值)。
- 以104年B1+2年產量8703爐計,年節省Ar用量444,897.36Nm3。
- 經濟效益:
Ar單價3.14875元/Nm3(106年W5資料),年效益=3.14875元。/Nm3×444,897.36Nm3=1400.87仟元/年。
減少CO2排放量:444,897Nm3×0.724Kg/Nm3=322.11公噸/年。