軋鋁一廠分條產線(ST2)節能改善
87
軋鋁
馬達控制
變頻
節能
102年度
案例編號:102-PE-001 | 行業別:基本金屬製造業 | 技術別:製程設備(PE)
43
(千度)
4
(公秉油當量/年)
24
(公噸/年)
101 仟元/年
12,800 仟元/年
126.6 年
案例說明
該廠為進行生產線的節能改善實施以下之措施: 1)將馬達控制系統改為DC common bus及交流變頻方式。 2)運卷台車不使用時,液壓泵即自動停止。 3)油壓/潤滑泵自動控制模式時,隨生產模式自動啟動/停止。 4)24小時使用照明燈具改用LED / T5燈具。
設計理念或改善流程
該廠改善後狀況如下:
1.ST2馬達原為直流控制系統,解卷機生產時所產生電力無法回收利用,停機時仍須使用磁場電流,且須定期保養直流馬達及更換碳刷,運轉成本較高,故利用設備更新機會,更改為DC common bus及交流變頻方式,以減少能源浪費。
2.修改油壓/潤滑泵控制模式使可隨生產模式自動啟動/停止。
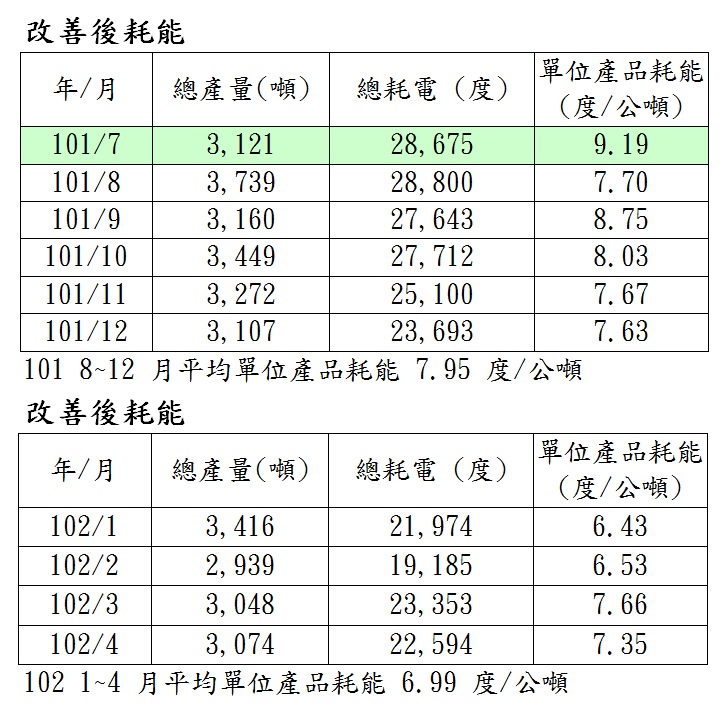
3.改善後:101 8~12 月實測平均單位產品耗能 7.95度/公噸。