油壓系統增設變頻控制
3380
製程
油壓
變頻
馬達
107年度
案例編號:107-A01-107-PE01 | 行業別:汽車及其零件製造業 | 技術別:製程設備(PE)
110
(千度)
11
(公秉油當量/年)
61
(公噸/年)
353 仟元/年
700 仟元/年
2.0 年
案例說明
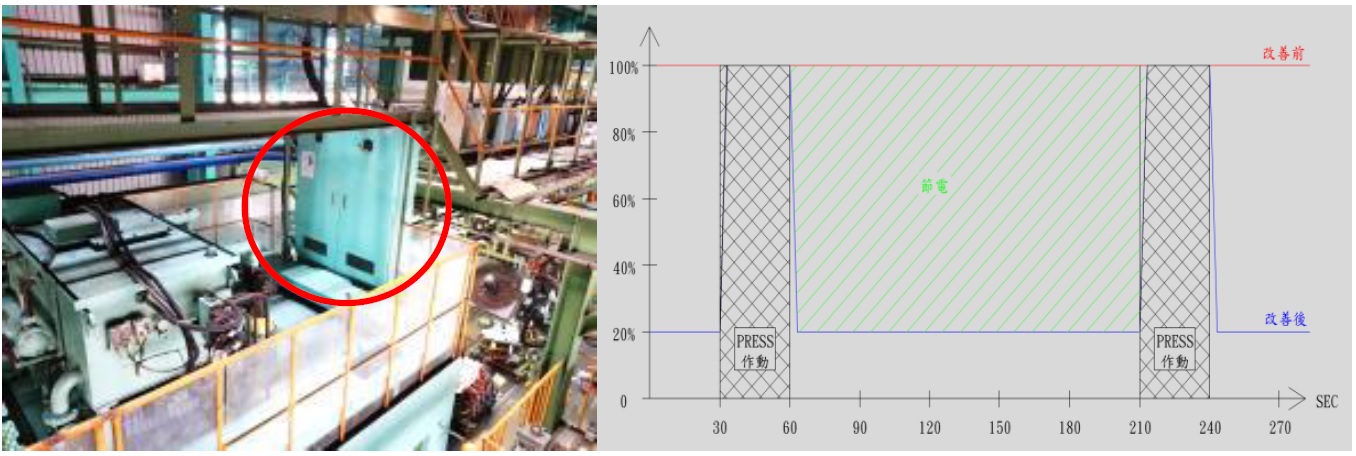
消除HEM#5、#3 PRESS待機空運轉損失,增設變頻控制改善。 HEM線沖床設備採用油壓單元,因考量要保持包邊壓力,油壓幫浦長時處於滿載運轉,且因受限於Cycle Time沖床待機時間遠大於實際作業時間,故在不影響包邊壓力下,降低系統待機運轉電流,以達到節能效果。
設計理念或改善流程
改善前:
- HEM#5 PRESS主馬達50P全時運轉。
- 每天生產預計220片,每片動作時間約0.5分鐘(30秒),實際作業時間110分鐘,無效運轉時間約335分鐘。
改善方法:
油壓系統追加變頻控制器(三菱變頻器FR-A720-45K),HEM#5 PRESS SLIDE作動時 60Hz,SLIDE停止節能時10Hz。

效益計算說明:
改善前:HEM#5、HEM#3每天生產185片,每片動作時間約0.5分鐘,實際作業時間 92.5分鐘,驅動部60Hz 50hp,每日運轉9小時(540分鐘),全年生產日250天。
250天×9小時×37kW×2台=166,500度/年。
改善後:待機持壓狀態,60Hz→10Hz,50hp降至20hp。
250天×7.5小時[(540-92.5)/60] ×15kW×2台= 56,250度/年。
節省電力:166,500度-56,250度=110,250度=110.25千度/年。
減少CO2排放量:110.25千度/年×0.554Kg/度=61.08公噸/年。