沖壓課製程改為自動控制
3347
製程
馬達
沖壓機
107年度
案例編號:107-A01-106-PE06 | 行業別:汽車及其零件製造業 | 技術別:製程設備(PE)
1
(千度)
0
(公秉油當量/年)
1
(公噸/年)
4 仟元/年
0 仟元/年
0.0 年
案例說明
PRESS LINE於進行A2、A3工程時,必須將A3、A4工程主馬達關掉,避免電力浪費,但人工操作難免有疏忽的狀況,故邀請機修人員探討改善對策,利用ROBOT(PLC)將此模具號碼改為自動控制,讓以人工管理的A3、A4工程馬達改由自動控制關閉,可以避免管理上的遺漏。
設計理念或改善流程
改善前:
- A4工程不生產時,以人工將Press馬達關閉節能,設備無互鎖開關。
- A3工程不生產時,無法以人工將Press馬達關閉,主要有信號連結。
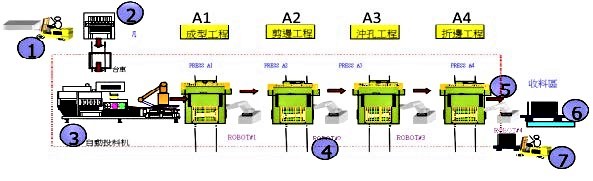
- PRESS LINE生產流程:
(1)素材進料管理→(2)素材清洗→(3)D/F自動投料→(4)Press生產(成型→剪邊→沖孔→摺邊)→(5)QC及零件抽檢→(6)收料→(7)入庫。
改善後:
- A3工程不生產時無法以人工將Press馬達關閉,主因為有信號連結造成馬達無法關閉。沖壓機保人員編寫PLC程式,利用Press R2本身的專用模具號碼,自動讓只使用A2工程的9項零件在A3 PRESS馬達自動停止運轉,並可保持全線正常運作。
- 利用此改善手法,將原本A4 PRESS只生產A2工程與A3工程時,利用人工進行馬達關閉的方式,改為以模具專有模號自動控制馬達不運轉,可避免人員因手動作業產生疏漏的可能性。
效益計算說明:
利用Press R2本身的專用模具號碼自動執行,編寫ROBOT PLC程式,無增加設備改修費用。
A3 PRESS、A4 PRESS節省電力共1,388.5度=1.39千度/年。
減少CO2排放量:1.39千度×0.554Kg/度=0.77公噸/年。