氧化課製程尾氣回收至空壓機再利用
939
空壓機
膨脹機
用電
104年度
案例編號:104-UT-061 | 行業別:化學材料及肥料製造業 | 技術別:公用設備(UT)
9,072
(千度)
867
(公秉油當量/年)
5,026
(公噸/年)
24,404 仟元/年
0 仟元/年
0.0 年
案例說明
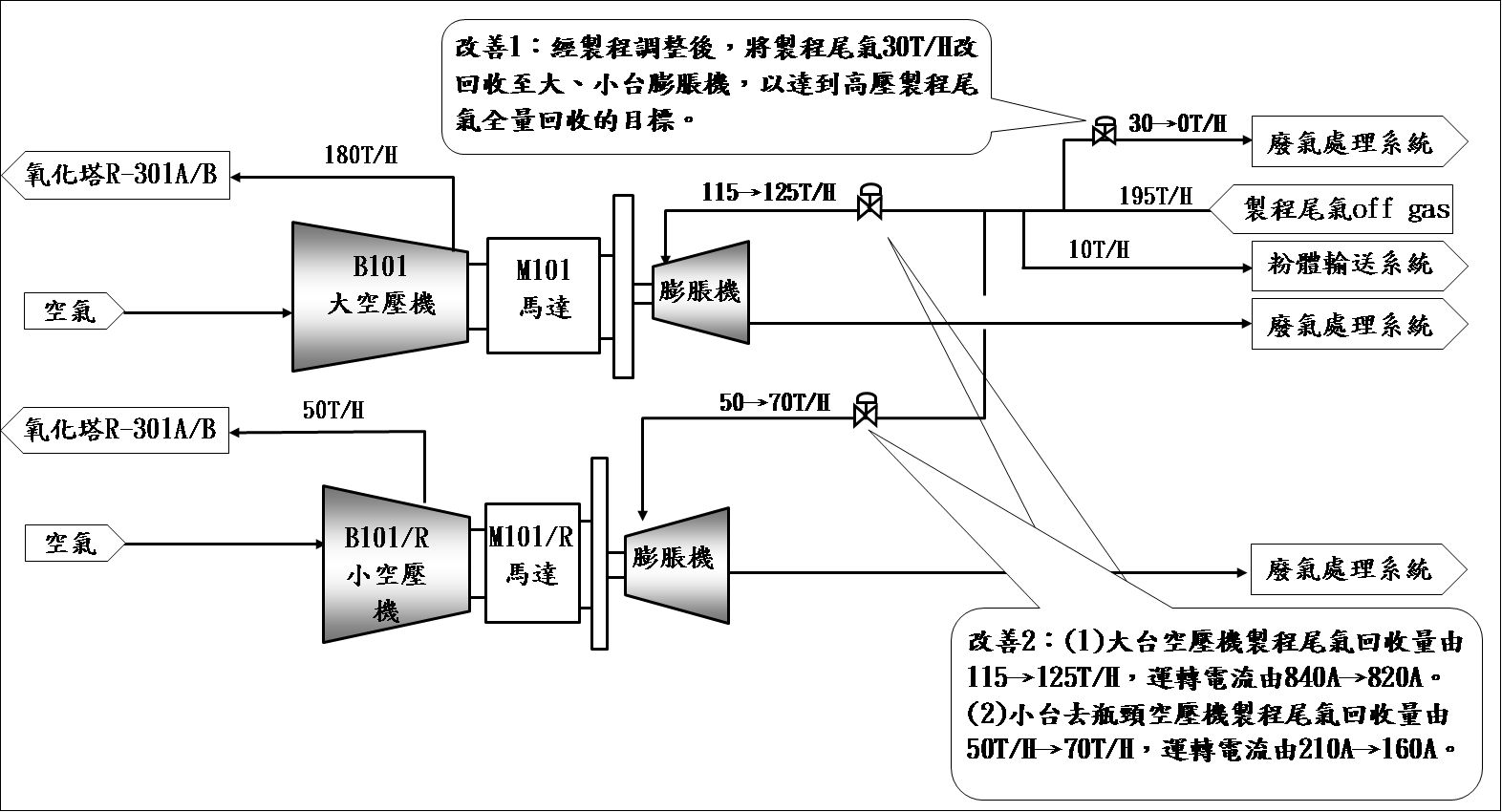
該廠製程空壓機主要是提供氧化塔氧化反應所需之空氣。空壓機軸承由另一端連結膨脹機(Expander),將化塔反應後之製程尾氣(N2:94%,O2:4.2%,CO2:1.4%,壓力:14.2kg/cm2),送到膨脹機帶動Expander葉片作功,以節省空壓機的用電。
設計理念或改善流程
原規劃膨脹機操作壓力較製程尾氣系統壓力低,為避免氧化塔製程尾氣壓降過大及不穩定,設有尾氣排放專管控制壓力,但造成高壓尾氣無法全量回收。
經氧化製程不斷進行降壓改善後,製程尾氣系統與膨脹機入口壓降減少至1.2K/G以下,同時達到膨脹機最高操作壓力(13.5K/G)以下。經檢討後,修改製程尾氣系統壓力控制點,將30T/H尾氣由原排放至廢氣系統,改回收至大、小台膨脹機,大台去瓶頸空壓機製程尾氣回收量由115T/H→125T/H,運轉電流由840A降至820A;小台去瓶頸空壓機製程尾氣回收量由50T/H→70T/H,運轉電流由210A降至160A,達到全量回收高壓製程尾氣,減少製程空壓機耗電量。