磨床污泥分離系統改善
1341
沉澱槽
汙泥
磨床
109年度
案例編號:109-A01-106-UT01 | 行業別:基本金屬製造業 | 技術別:公用設備(UT)
2
(千度)
1
(公秉油當量/年)
1
(公噸/年)
5 仟元/年
12 仟元/年
2.2 年
案例說明
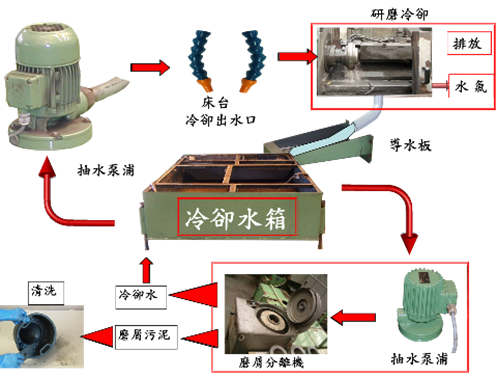
於原廠提供之沉澱水槽旁增設大型沉澱水槽,讓冷卻水在新增設之沉澱水槽停滯時間較長,無需再依靠磨屑分離機即可回收繼續供磨床使用,每班可節省2小時之運轉電力。
設計理念或改善流程
節省金額:
每天生產3班,每班節省磨屑分離機2小時運作,每天節省9度電。
每年可節省電量為 9度/天× 5天/週× 52週/年=2,340度/年
每年的能源節約量為 2,340度/年× [2,236/(9×106)] KLOE/度=0.58 KLOE/年
每年的經濟效益為 2,340度/年× 2.304元/度=5.39仟元/年
每年可減少CO2排放量為 2,340度/年× 0.529 kg/度=1.24噸/年1.由於原廠提供之沉澱水槽容量太小,冷卻水滯留時間不長,無法達到充分之沉澱效果,必須藉由磨屑分離機將研磨屑與冷卻水分離,方可將處理過之冷卻水回收,維持良好之研磨效果。
2.於原廠提供之沉澱水槽旁增設大型沉澱水槽,讓冷卻水在新增設之沉澱水槽停滯時間較長,獲得充分之沉澱後,其水質已可達到再使用之標準,無需再依靠磨屑分離機(動力裝置為1.5 kW馬達)即可回收繼續供磨床使用,每班可節省2小時之運轉電力。
改善前狀況
研磨作業中產生污泥需藉由污泥分離系統降低冷卻水渾濁程度,以提升研磨效率,利用磨屑分離機之離心方式將研磨屑自冷卻水中析出,動力裝置為1.5 kW馬達。
改善後狀況
於現有沉澱水槽旁增設大型沉澱水槽,讓冷卻水有較長停滯時間,獲得充分之沉澱,無需再依靠磨屑分離機,每班可節省2小時之運轉電力。
.png)
