CIP合理化
213
食品
水洗
酸洗
節能
101年度
案例編號:101-UT-138 | 行業別:食品及飼品製造業 | 技術別:公用設備(UT)
275,288
(kg/年)
275,288
(公秉油當量/年)
275,288
(公噸/年)
440 仟元/年
160 仟元/年
0.4 年
案例說明
該廠為進行CIP合理化,實施以下之措施: 1.在前沖洗,中間水洗,水趕酸鹼步驟中將蒸汽閥輸出參數刪除,只使用常溫水作沖洗 2.在管線增設透視管,檢視透明管路是否殘留洗劑。無菌水桶以回收溫度到達常溫(25℃)作基準。【半成品桶CIP STEP2設定140秒,T10.53無菌水桶STEP2設定120秒】。尋求符合流量15,000L/H噴球提高壓力,STEP7鹼循環取測試中間值5分為設定值,酸循環則等比例調整為3分。
設計理念或改善流程
該廠改善後狀況如下:
1.在前沖洗 中間水洗 水趕酸鹼【STEP 2.10.12.13.21.23.24】步驟中將蒸汽閥輸出參數刪除,只使用常溫水作沖洗,試驗CIP後取殘留水作ATP檢測RLU數值及以殺菌機UHT-3對應成品桶CT62及TR18充填機作鮮乳類產品工程取樣。
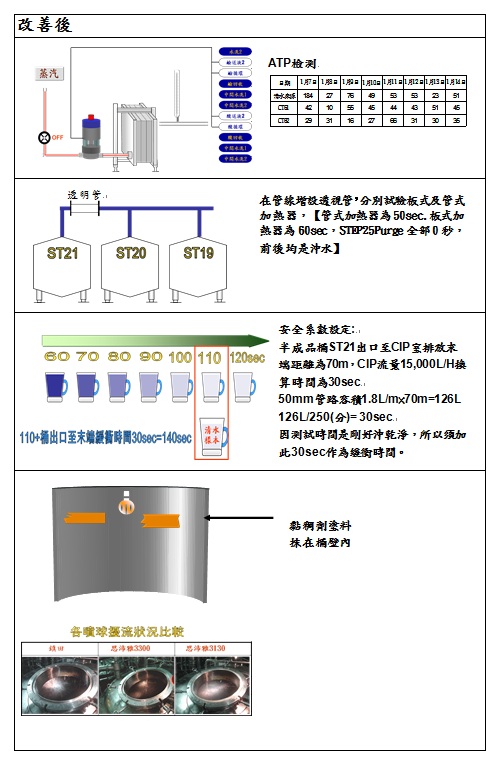
2.在管線增設透視管,分別試驗板式及管式加熱器,以及以距離最長之桶(管式以ST92、板式以ST21作基準)作AIR趕水.洗劑後,檢視透明管路是否殘留,重新設定空氣Purge時間。【管式加熱器為50sec.板式加熱器為60sec,STEP25Purge全部0秒,前後均是沖水】。.檢視CIP末端排水,取樣作比對以沖洗乾淨無殘留乳設定時間。2.無菌水桶以回收溫度到達常溫(25℃)作基準。【半成品桶CIP STEP2設定140秒,T10.53無菌水桶STEP2設定120秒】。
3.尋求符合流量15,000L/H噴球提高壓力,比較測試CIP入口壓力及擾流狀況。再以黏稠劑(思沛雅公司提供)塗料於桶壁確認清洗效果,縮短鹼.酸洗時間,原鹼洗8分酸洗6分。【更換思沛雅型號3130CIP噴球後STEP7鹼循環取測試中間值5分為設定值,酸循環則等比例調整為3分】。