廠內空壓機試車製程氣源回收
736
空壓機
氣源
回收
節能
95年度
案例編號:95-UT-054 | 行業別:汽車及其零件製造業 | 技術別:公用設備(UT)
案例說明
該公司為進行廠內空壓機試車製程氣源回收,實施以下之措施: 1. 新機試車調整製程中,排放大氣之壓縮空氣回收並入系統使用。 2. 技術部研發機性能耐久試驗排放大氣之壓縮空氣回收並入系統使用。
設計理念或改善流程
該公司經改善後,其狀況如下:
1、螺旋式新機試車2小時(含設定調整約30分)全壓測試 1.5小時,裝置PLC控制、儲存桶、乾燥機除水後(如圖1所示)利用該時段壓縮空氣並入空壓系統供廠內使用,壓力滿足時機房空壓機則低頻或空車後自動停止,試車多餘空氣以八段式漸進排放至大氣,範圍由20~150HP不影響。
製程試車達到節省電力消耗(如圖2所示)。
2、技術部螺旋式(20~50HP)研發機耐久測試(按預定測試期間24小時運轉)並入原空壓機房系統,經儲存乾燥機除水後供系統使用,壓力滿足時空壓機則自動停止,達到測試目的及空壓機房節省電力消耗(如圖所示3)。
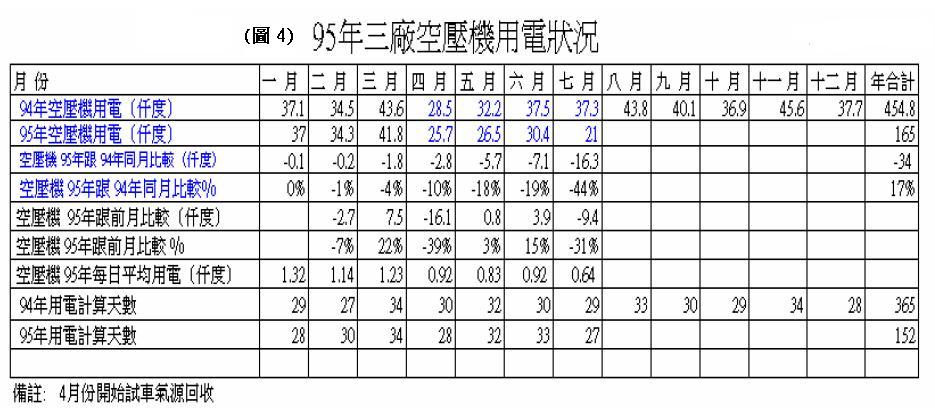
3、實際節省耗電(如圖4所示)。
4、空壓機房裝設瓦時計量測實際消耗電力(如圖5所示)