案例說明
本廠發電型態為複循環發電機組,燃料和壓縮空氣在氣渦輪機 燃燒作功發電後,所產生餘熱送到熱回收鍋爐產生蒸汽,蒸汽送到 蒸汽輪機再一次發電,此二階段發電型態稱之為複循環發電,發電 機組運轉一段時間後性能逐漸降低;各項設備運轉安全及可靠度亦 相對不穩定,因此必須依固定週期停止運轉執行設備檢查、維修與 改善等定檢或大修作業。以期維持機組性能、提升供電可靠度。
設計理念或改善流程
一、#6 機中壓蒸發器管排(IP EVAPOR ATOR)爐管破漏改善。
二、
(1) 在西側Header room 每2.7m 長抽出並切斷抽出,更換SA178 長2.7m×2.8t 之爐管,並逐一接回至原總長,再安裝東側U 型爐管,西側L 型爐管;本次將IP EVA 毎座HRSG 爐管,全部更換,以
避免機組運轉中因破管須停機檢修。
(2) 由於內Flue Gas 竄流使爐管產生Steam Blanketing,此次大修於第二層爐管Buffle 處加裝陶瓷棉,杜絕Flue Gas 竄流改善ANTIShortpass 問題。

Insulation:矽纖維布包覆600℃之保溫材
三、#1、#4、#5、#6 機發電機氫氣及二氧化碳管路鏽蝕改善
#1、#4、#5、#6 機發電機氫氣及二氧化碳管路與上年度#2、#3
機相同都有鏽蝕情形,於本次大修停機期間,自氫氣室/二氧化碳室
外至機組建築物中間之戶外氫氣/二氧化碳管路切除,並更換為全新
無縫鋼管,更換完成後進行RT 放射線照片檢測及氣密試驗,檢測結
果無焊接不良孔隙且無洩氣現象。
四、#4、#6 機GT Air Baffle 改善工作
將Air Baffle拆出後,在第一級轉子葉輪(Air Baffle固定螺絲處)進行MT及複製膜檢查,三菱技師於裂痕處磨修後MT複檢合格。待磨修完成後,在第一級轉子葉輪進行鑽孔作業,待鑽孔作業完成後,進行第一級轉子Air Baffle回裝。
五、GT4-2 UPS 濾波電容器改善
將原設計不中斷電源(UPS)濾波電容器,30KVA Inverter 二迴路電容原設計為6、3 排列,改善為5,4
排列;40/50 KVA Inverer 三迴路電容數分別為6、6、2 排列,將其改善為5、5、4 排列,如附圖,以平均分配各迴路電流裝設較多數量之迴路電流保險絲過載而燒毀,今年度將最後一部GT 更換後,以全部改善完成大修停機期間水平展開,規劃將#1GT、#2、#3、#4GT41 及ST、#5、#6 UPS 濾波電容器一併改善,避免因迴路電流保險絲過載而燒毀,減少電容量。
透過前述改善,降低高頻諧波及激磁電流,Inverter 輸出總電流因而降低達成節能改善。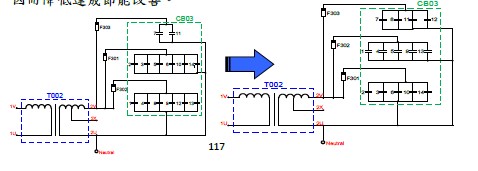
五、#4、#6 機GT 第三級動葉片更換工程。
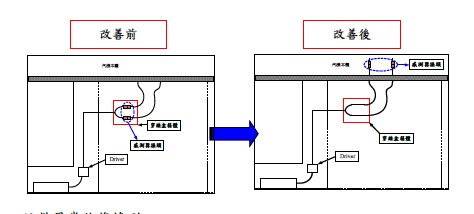
六、#2、#3、#4 汽輪機(Bearing Vibration Sensor 連接頭遷移改善
於ST大修位於各軸承上之震動感測器皆須拆除,由於拆除及
回裝時作業不便因而進行改善。上述感測器之拆裝,因驅動器與感測器之間的連結接頭落於穿線盒箱體中,每次拆除及回裝時回抽與穿線至穿線盒箱內(如右圖),再將接頭解開及拆除汽機本體上接線之油封,如此方能將震動感測器至主體拆除。
有鑒於此作法甚為耗時且不便,故本次將驅動器與感測器之間
的連結接頭移至汽機本體內,如下圖所示,以簡化日後感測器拆裝
作業流程,縮短其拆裝作業時間。
本次將驅動器與感測器之間的連結接頭移至汽機本體內,以簡
化日後感測器拆裝作業流程,縮短其拆裝作業時間。