CDA系統節能最佳化調整
1063
空壓系統
最佳化
袪水器(TRAP)
節能
96年度
案例編號:96-UT-051 | 行業別:電子零組件製造業 | 技術別:公用設備(UT)
2,642
(千度)
252
(公秉油當量/年)
1,463
(公噸/年)
4,755 仟元/年
0 仟元/年
0.0 年
案例說明
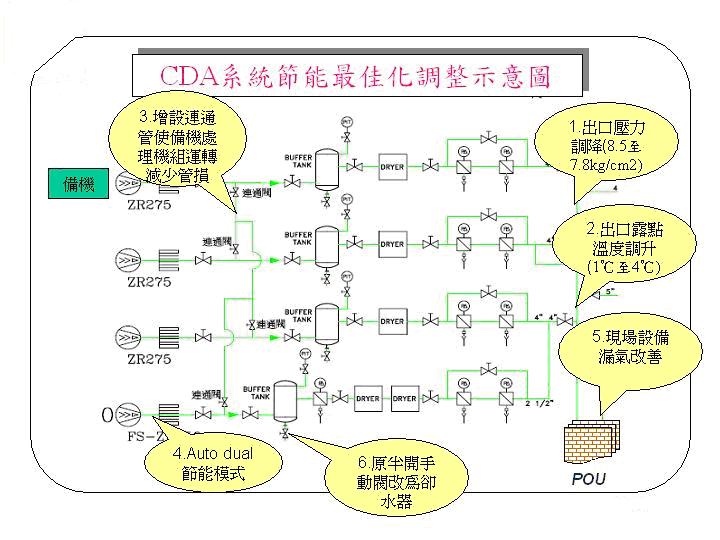
該廠為進行空壓系統節能最佳化調整,實施以下措施: 1)CDA系統出口壓力調降(8.5 kg/cm2至7.8kg/cm2)減少主機運轉電能。 2)CDA系統出口露點溫度調升(1℃至4℃)減少Dryer運轉電能。 3)增設連通管使備機處理機組(Dryer/Filter)加入運轉以減少管損。 4)CDA主機運轉於Auto dual節能模式。 5)現場設備漏氣巡檢改善及原Dryer排水為半開手動閥改為袪水器。
設計理念或改善流程
該廠之改善手法如以下之說明:
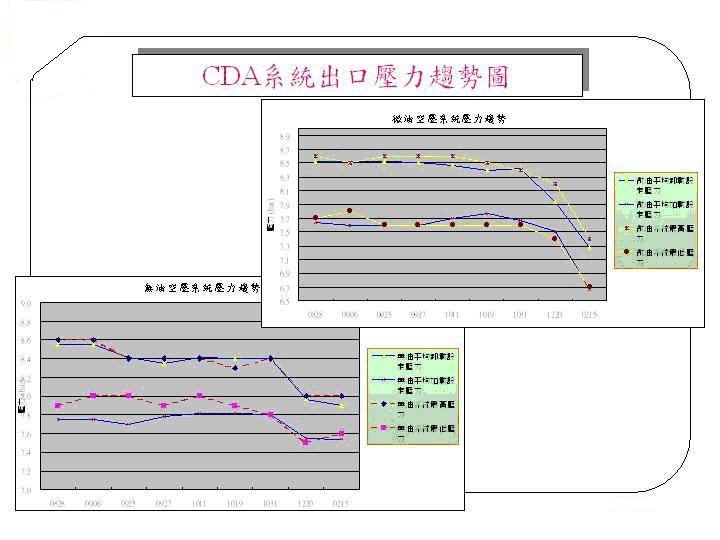
1)該廠共購置CDA主機10台(100HP*7、350HP*3),依設工招開之Cost down會議決議,將CDA系統出口壓力由8.5 kg/cm2調降至7.8kg/cm2,以減少CDA主機運轉電能。
2)將CDA系統出口露點溫度由1℃調升至4℃,以減少Dryer運轉電能,後續與製程設備討論CDA乾度再調升之可能性,將串聯2台Dryer運轉系統改為僅運轉1台。
3)完成連通管增設,使350HP備機之Dryer/Filter處理機組加入運轉,有效減少CDA系統主管路損失。
4)Auto dual節能模式為CDA主機以空/重車方式進行容量調整,本廠經過了管損降低及CDA變量減少等改善後,使得CDA供應壓力穩定而足以克服空/重車容量調整所造成之供應壓力降。變更空壓機加卸載設定,使空壓機可停機待命不耗電350Hp空壓機*1台,空載耗能112kW,100Hp空壓機*2台,空載耗能33kW變更設定後此3台空壓機有80%以上時間為停機待命狀態。
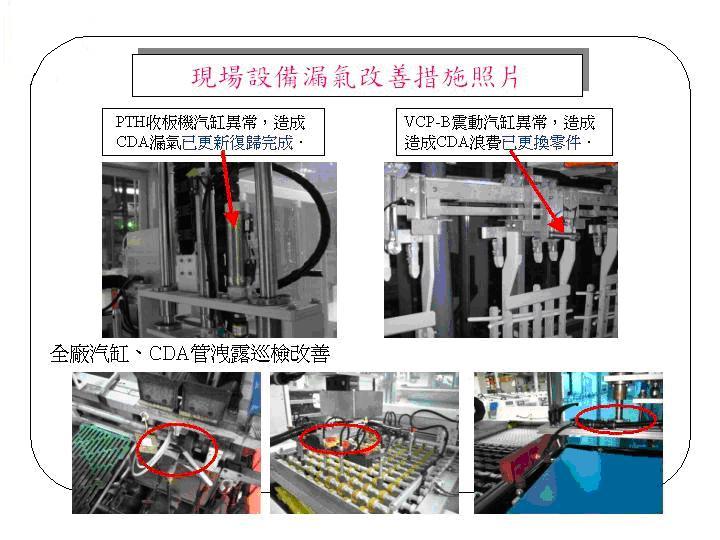
5)完成全廠現場設備漏氣巡檢及改善。另原Dryer排水為半開手動閥改為卻水器自動排水並進行全廠汽缸、CDA管洩漏巡檢改善,以減少CDA使用量,近而減少系統運轉電能。