C202乙苯循環塔分離效率提升改善
813
乙苯
循環塔
分離效率
節能
103年度
案例編號:103-PE-007 | 行業別:化學材料及肥料製造業 | 技術別:製程設備(PE)
99,864,000
(kg/年)
99,864,000
(公秉油當量/年)
99,864,000
(公噸/年)
90,776,376 仟元/年
2,500 仟元/年
0.0 年
案例說明
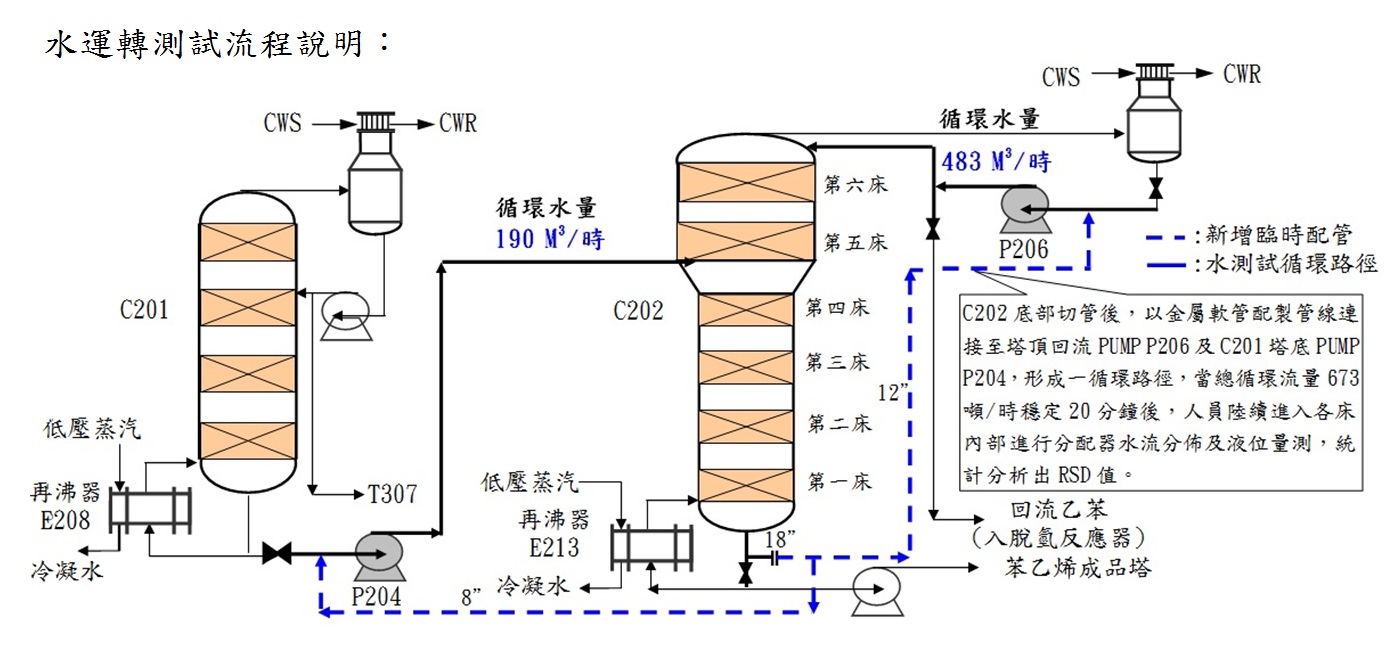
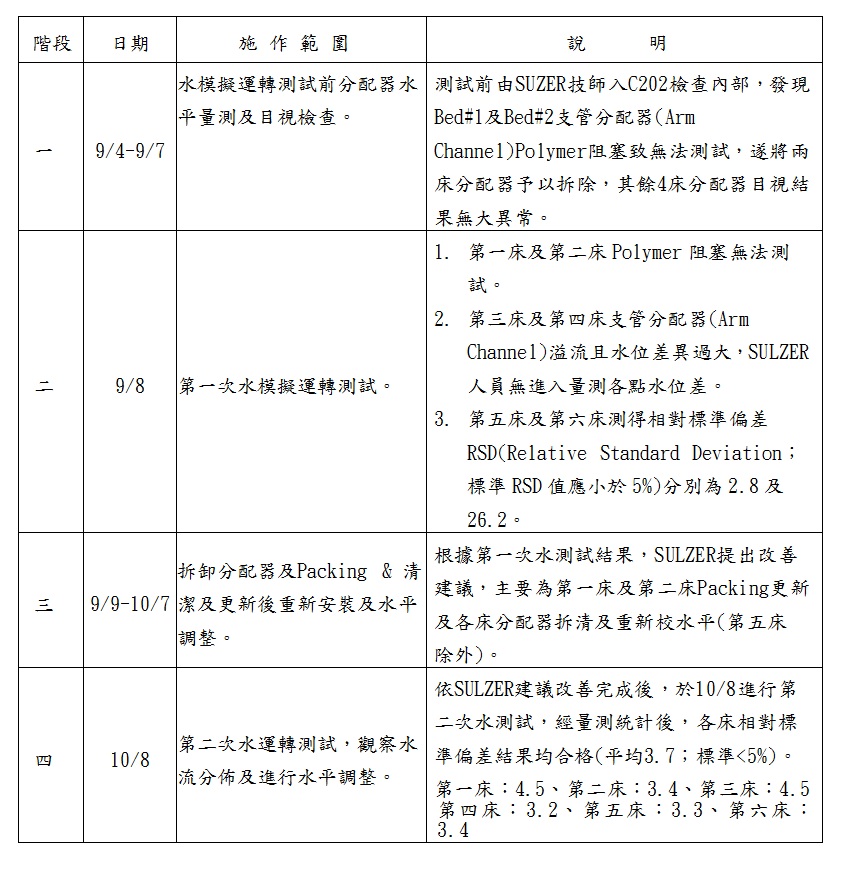
該廠為進行C202乙苯循環塔分離效率提升改善,安排SM3於101年9月定檢時機,進行水模擬運轉測試,水測試後觀察蒸餾塔內部流體分散情形後,調整各支管分配器水平及清潔內部聚合物,將RSD降至符合設計值之要求。
設計理念或改善流程
該廠經改善討論後,於製程復車後,分階段進行升載並取樣分析,在成品合格條件下,實際運轉理論板數121 NTS,為設計理論板數97 NTS之124.7%,C202塔頂SM含量為0.9%(設計1.5%↓),比改善前降低6.6%,塔底再沸器低壓蒸汽用量比較改善前減少11.4噸/時,SM產量可達設計2,160 MT/日較改善前增加約40公噸/日,SM成品純度提高至99.9%及成品EB含量由1,350ppm降至192ppm(已可達銷往歐盟500ppm↓規定)。
實施改善說明:
水運轉測試流程說明:(模擬100%運轉時之回流量483M3/時及入料量190M3/時,總循環流量673M3/時)