案例說明
大潭HRSG設計溫度為540~568℃、蒸汽壓力為3.56~11.52Mpa。於 99年12月#2機組大修期間發現三座鍋爐之中壓蒸發器管排(IP EVAPOR ATOR)爐管有破漏現象,#2機鍋爐自民國94年08月開始商轉至今99年12 月的定檢及大修中陸續發現幾次蒸發器爐管破漏,破漏的位置及高程幾 乎都在同一區域,而且破管跡象都相同;大潭其餘機組之HRSG中壓蒸發器爐管亦利用停機期間做管切管內視鏡檢查,亦有相同之腐蝕問題存在,因運轉時數尚少,IP EVA TUBE腐蝕程度尚未達到破管階段,但可以預見將來本廠#1~#6機組HRSG IP EVA TUBE會有災難性破管之情形,影響發電營運至鉅,電廠立即針對鍋爐IP EVA TUBE爐管腐蝕問題作原因探討研究。
設計理念或改善流程
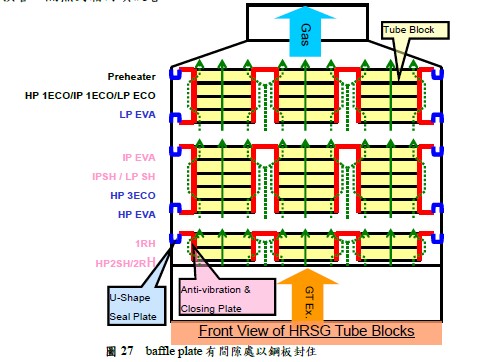
問題分析與查證鍋爐IP EVA TUBE破管因素,將破管塞管之爐管更新及baffle plate gap處增設隔熱保溫封箱(圖27),杜絕short passed gas竄流,採換管、隔熱封箱兩項改善:
1.HRSG IP-EVA.爐管吸熱效率增加:
為增進flue gas 與爐管熱交換效率,將baffle 有間隙處以鋼板封住。
2. HRSG flue gas 管排中層與底層熱量分配均勻:
在中壓爐管BAFFLE 上方方增加盲封板,阻止燃氣short passed gas 產生,使flue gas 熱量充分於底層熱交換,使flue gas 在中層吸熱量降低。
3. 爐管換管(抽出及回裝)工作:
(1)每座鍋爐中壓蒸發器(IP-EVA.)依指定抽換爐管拆除,爐管編號如(圖28)做記號處,先切除東、西側集管室內nozzle、180 度爐管後再拆除中間鰭片式爐管,中間鰭片式爐管由鍋爐西側集管室抽出後,採分段(長約2.7m)切斷拆除。
(2)切斷方式以氣動鋸片、電動工具切斷,不可傷及鄰近不換管之爐管。
(3)復裝時中間鰭片式爐管換管安裝後,再安裝東側180 度彎管及西側集管室內裸管及nozzle 之爐管電焊安裝。
(4)更換爐管分成數小段焊接組合回裝鰭片式爐管分為A、B、C 三種型式,依安裝方法步驟指示順序電焊安裝。
(5)各小段鰭片爐管對接前,須將兩端鰭片剝除約50~100mm 長,並將剝除部份作PT 非破壞檢驗確定爐管無缺陷情形,管頭研磨光亮後,始可對接組合焊接爐管,焊道對接焊接導角車製成35~37.5 度角組合。
(6)20m 爐管是以每支2.7m 長度爐管,由爐西側集管室,將2.7m 爐管推入後再與另2.7m 爐管對接,焊接及施作RT 後在對接處(100mm)以管夾四片各90 度焊接固定,並作PT 非破壞檢驗,確定爐管無缺陷,再將第二支2.7m 爐管推入,再以此方法完成7 支2.7m 長之爐管安裝,20m 長爐管中間焊道數為6 口(安裝方法如圖28)。
圖28 爐管安裝方法
(7)中間鰭片式爐管回裝時,因與baffler 板接觸不易推入時,禁止強制推入造成爐管鰭片損壞,需將爐管吊架支撐板用千斤頂或其他工具撐開使爐管與支撐板之孔洞保持間隙,使鰭片式爐管容易推入。
破管區域總長20m,在西側Header room以分段長度2.7m抽出切斷,拆除後更換爐管SA178×2.8t,以分段長度2.7m,逐一接回至原總長,再安裝東側U型爐管,西側L型爐管。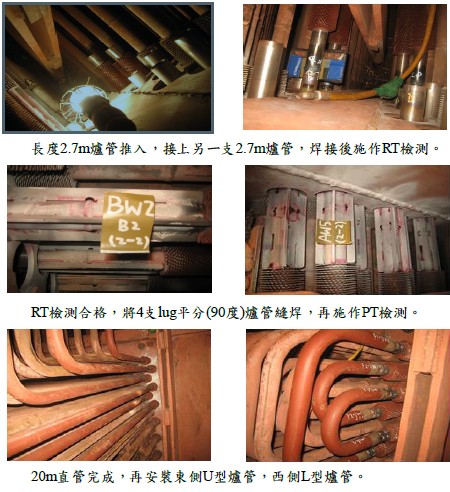
(8)水壓試驗
爐管安裝完成後,由值班補水至IP-EVA.系統滿水位,IP-EVA.系統隔離後進行水壓試驗,水壓試驗壓力4Mpa時間維持20~30min,爐管更換之焊道水壓試驗後如有洩漏,剷除重焊。
